|
|
|
|
|

|
Chris has a 1995 FZJ80 with 176,000 miles. It has had a screaming whine from the rear 3rd since he bought it....it was very loud on both acceleration and de-acceleration. Upon dis-assembly, I noticed the pinion bearings were badly pitted. The 488 ring and pinion looks to be re-usable. The master kit, shown above, will bring peace and quiet to Chris's future road trips. |

|
This 3rd also has an old style RD33 ARB. It seemed like a good idea to replace the o-rings and the clamping plate. A call to the ARB techline and 4 days later had this manilla envelope at my doorstep. |

|
New pinion races are tapped in.
|

|
Old carrier bearings come off with ease with the right puller. |

|
These are the "adapter bearings" being pressed on. This ARB case has the larger 50mm journals... which is no issue with Timken 32010X bearings. That's a 9.5" ring gear :) |

|
The worn inner pinion bearing is pressed off. |

|
The factory .053" shim will set the correct pinion depth. |

|
... |

|
The crush sleeve will be installed immediately since pinion depth is not a question. |

|
Lots of gear oil on both pinion bearings. |

|
A thick grease is packed on the inside of the seal to prevent the spring from popping off during install. |
|
A jam nut was supplied with this master install kit. The nut had 3 dents on the top threads to cause thread interference which will prevent the nut from working its way loose. I used lots of silver anti-seize on the threads which helped greatly in crushing the sleeve. |

|
I choose to run the PPL (pinion pre-load) up to the upper spec of 17 in/lb. |

|
Lots of gear oil and the new o-rings are installed. |

|
This is the old clamping plate which is why I ordered a new straight one. This happens when the 3 tiny allen screws are tightened up with too much zest. |

|
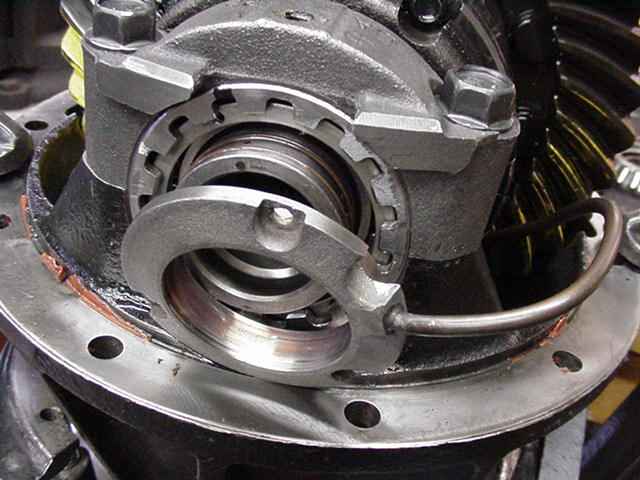
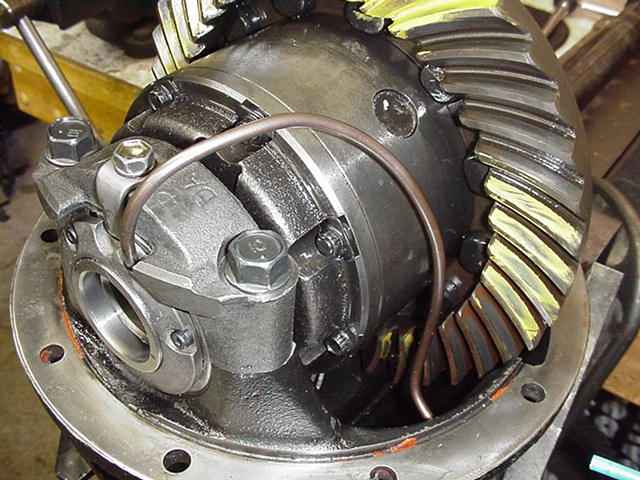
The new clamping plate with 3 tapped holes is loosely captured behind the carrier bearing adjuster wheel. |

|
This painted pattern looks very similar to the preliminary pattern before it was dis-assembled. |

|
Good. |

|
Backlash was set to .0075". |

|
Carrier bearing adjusters are evenly tightened while monitoring the backlash. Many hammer hits later, everything is looking good. |
|
The seal housing is carefully aligned and pushed on. |

|
With no tension coming from the hard copper line, the 3 allen screws are carefully cross-tightened to a mere 3.5 ft/lb per ARB's tech notes. There will be no potential leaks if the o-rings are actually self-centering the seal housing... and the Loctited screws are snugged evenly to lock the housing in place. |
|
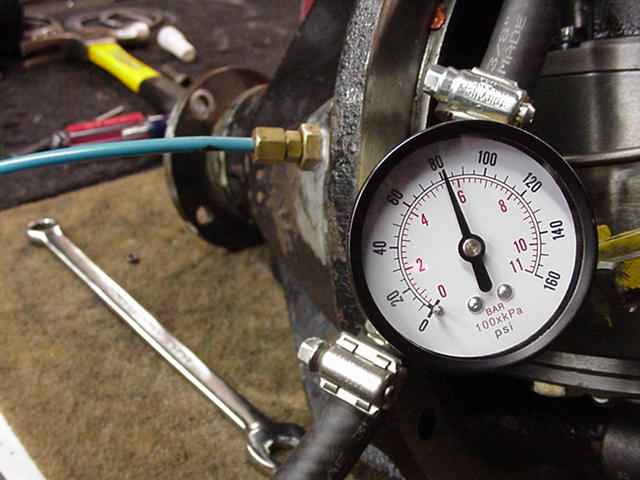
With my air hose assembly pumped up to 80 psi, no loss of pressure was observed even after a 30 minute period. |
|
Bullseye has a nice cushy blanket on the top shelf he uses to watch me from. :) |

|
10 ft/lbs and loctite on the tab bolts. The 4 bearings cap bolts see 81 ft/lb per the FSM. |
|
One last look at the routing of the copper line. |

|
The symbol on the left means its Motive...and it's a 488 ratio for a Landcruiser. |

|
Manufacturered in 10/98....this 488 Motive was likely installed in about mid 1999 along with the ARB RD33. |

|
Some notes that I like to inscribe on the ring... |

|
...and specs used. Done. |

|