|
|
|
|
|
 |
Tim is local to me and recently took his gears out on this exact obstacle.....the fronts were in a tight bind and even with some common sense use of the clutch, the gears went bye-bye. Tim is not running a gear eater....It's an 85 X-cab pickup 22RE 5 speed with a single 4.7 case and 36" Iroks. The 3rd was purchased about 18 months ago from a national 4x4 chain pre-assembed and ready to go. With Tim's modest use of the clutch and his drivetrain set-up, this should have lasted much longer. First, to do an autopsy of sorts and then install some heat treated and cryo'd 529 gears from Bobby Longfield. |

|
The main damage to the ring... |

|
... |

|
The pinion teeth are stronger and the teeth usually stay intact. |

|
This is most of the debris found in the oil. |

|
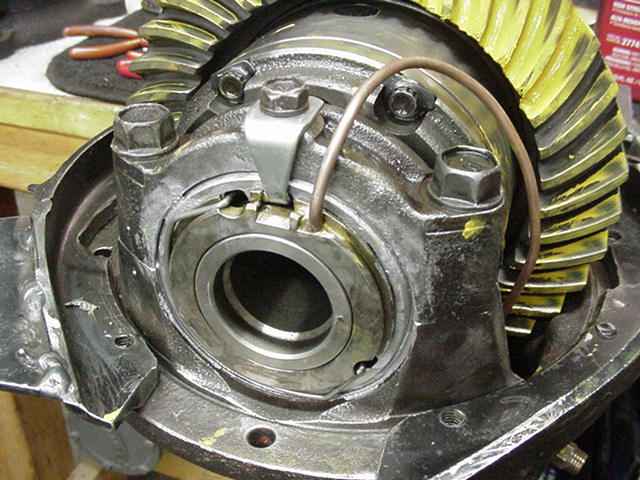
Strange that the o-ring blew out. Tim reports that the ARB worked perfectly up to the very end. |

|
The special ARB adjuster wheel was tightened with the wrong tool....the chisel and hammer method is a no-no with this adjuster. The raised ridges causes the seal housing to sit un-evenly and could cause an o-ring to pop out. |

|
Strangely enough, the commercial 3rd did not have an oil retainer...no oil slinger....and came with just a cheap crush sleeve. This new install will have the right stuff as shown above. |

|
Upon dis-assembly, I noticed that one of the adjuster wheels was not installed properly and most of the damage was restricted to the wheel itself. |

|
This is the new Bobby Long ring and pinion along with the new seal housing assembly and improved Viton o-rings. |

|
The heat treatment is obvious looking at the blue discolorations. |

|
The ring is pressed on the ARB case. ARB seems to run tight tolerances and the tight fit is typical. |

|
As usual, red loctite and 75 ft/lb on the 10 ring bolts. |

|
Both cryo treated carrier bearings were pressed on. |

|
A .079 pinion shim is pressed on with the cryo bearing. |

|
The oil retainer taps into place very nicely right under the outer pinion bearing race. |

|
Both pinion races are pressed in place at the same time. |

|
ARB cases are just a little bigger than other cases so they are known to occasionally contact the pinion teeth. I am being pro-active here and will use the flapper wheel to soften the edges and improve the clearance. This does not effect strength. |

|
... |

|
... |

|
The solid collar is left out until I get the pinion depth set correctly. The pinion nut is tightened until about 10 in/lb of pinion drag is measured. |

|
too deep. |

|
heavy heel pattern... |

|
Teardown and remove the bearing and lighten the shim.... |

|
Seems ok....but maybe I could go a little deeper now. |

|
... |

|
Re-shimmed to 071 and I like this much better. |

|
The coast side is not as "classical". Backlash changes did not help. |

|
With the correct depth, now is the time to install the solid collar and get the shim value right for it. On the 4th try, I had a shim of .024" and 10 in/lb of pre-load. |

|
Tim works on trimming the ARB copper tubing here. |
|
The carrier bearing adjusters were carefully tightened to get the 150 pound pre-load. |

|
Just have to ding the pinion nut and done :) |

|